Källa: www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Av Mehul C. Raval och Sukumar Madugula Reddy
Inskickat: 4 oktober 2018 Recenserat: 29 januari 2019 Publicerat: 15 maj 2019
DOI: 10.5772 / intechopen.84817
Abstrakt
Kapitlet kommer att introducera industriell kisel solcellstillverkningsteknik med sin nuvarande status. Kommersiella p-typ och högeffektiva solcellstrukturer av n-typ kommer att diskuteras och jämföras så att läsaren kan få ett försprång i industriella solceller. En kort översikt över olika processsteg från strukturering till skärmtryckt metallisering presenteras. Textureringsprocesser för monokristallina och flerkristallina kiselskivor har granskats med de senaste processerna. En översikt över de termiska processerna för diffusion och antireflekterande beläggningsavsättning har presenterats. Den väletablerade screentryckningsprocessen för solcellsmetallisering introduceras med det snabba avfyrningssteget för sintring av kontakterna. IV-testning av solceller med olika parametrar för solcellskarakterisering införs. Den senaste utvecklingen inom olika processer och utrustningstillverkning diskuteras också tillsammans med de förväntade framtida trenderna.
Nyckelord
kisel
solceller
tillverkning
flerkristallin
monokristallin
texturering
1. Introduktion
Solceller är en viktig förnybar energikälla som har vuxit snabbt från 8GW 2007 till 400GW 2017 [1]. Tillsammans med den ökande efterfrågan har PV-systemkostnaden också minskat avsevärt från 35,7 $ / Wpin 1980 till 0,34 $ / Wpin 2017, vilket accelererar antagandet [2]. Kisel (Si) som är ett viktigt material inom mikroelektronikindustrin har också varit det allmänt använda bulkmaterialet från solceller sedan 1950-talet med en marknadsandel på> 90% [2]. Kapitlet introducerar de typiska stegen för tillverkning av kommersiella kiselsolceller. En kort historia av solceller och överblick över typen av kiselsubstrat tillsammans med de olika solcellarkitekturen kommer att introduceras i avsnitt 2 och 3. Därefter kommer våtkemi- och högtemperaturstegen som används vid tillverkning beskrivas i avsnitt 4 och 5. Avsnitt 6 kommer att diskutera metalliseringsprocessen tillsammans med typiska karakteriseringsparametrar för kommersiella solceller. Slutligen kommer framtida färdplan och förväntade trender att diskuteras i det avslutande avsnittet.
2. Utveckling av solceller
Den 'fotovoltaiska effekten' betyder bokstavligen alstring av en spänning vid exponering för ljus. Fenomenet observerades först av den franska fysikern Edmund Becquerel på en elektrokemisk cell 1839, medan den observerades av brittiska forskare WGAdams och REDay på en halvledaranordning tillverkad av selen 1876 [3]. Från och med 1950-talet och framåt skedde snabba framsteg i prestanda för kommersiella solceller från< 1%="" till=""> 23% [2] och kisel har varit "arbetshästen" för solceller sedan sedan. Utvecklingen av kiselsolceller visas i figur 1.

Figur 1. Utveckling av kiselsolceller. (a) 1941: Solcell rapporterad med odlad korsning, (b) 1954: Solcells-pn-korsning bildad med dopningsdiffusion, (c) 1970: Violett cell med aluminiumbakfält, (d) 1974: Svart cell med kemiskt strukturerad yta [3].
De första kiselsolcellerna som demonstrerades av Russell Ohl från Bell Laboratories under 1940-talet baserades på naturliga korsningar bildade av orenhetssegregering under omkristalliseringsprocessen [3]. Cellerna hade en effektivitet av< 1%="" på="" grund="" av="" brist="" på="" kontroll="" över="" korsningsplatsen="" och="" kvaliteten="" på="" kiselmaterialet.="" nomenklaturen="" för="" namngivning="" av="" regionerna="" (p-typ:="" sida="" som="" är="" belysning="" och="" n-typ:="" andra="" sidan)="" som="" ges="" av="" ohl="" används="" sedan="" dess="" för="" solcellens="">
Under 1950-talet skedde en snabb utveckling i diffusionsprocessen för höga temperaturer för dopmedel i kisel. Person, Fuller och Chaplin of Bell Laboratories visade en 4,5% effektiv solcell med litiumbaserad dopning, vilket förbättrades till 6% med bordiffusion. Solcellen hade en 'wrap-up' runt strukturen (Figur 1 (b)) med båda kontakterna på baksidan för att undvika skuggförluster, men ledde till högre motståndsförluster på grund av omslagsstrukturen. År 1960 utvecklades cellstrukturen till som visas iFigur 1 (c). Eftersom ansökan var för rymdundersökningar användes substrat med hög resistivitet på 10Ω cm för att ha maximal strålningsmotstånd. Vakuumindunstade kontakter användes på båda sidor, medan en kiselmonoxidbeläggning användes som en antireflekterande beläggning (ARC) på framsidan (FS) [3].
I början av 1970-talet visade det sig att med sintrad aluminium på baksidan förbättrades cellprestandan genom att bilda ett starkt dopat gränssnitt känt som "back-yta-fältet (Al-BSF)" och gettering av föroreningarna [3]. Al-BSF minskar rekombinationen av bärarna på baksidan och förbättrar därmed spänningen och spektralresponsen med lång våglängd. Implementering av finare och tätt placerade fingrar minskade kravet på dopningskorsningen och eliminerade det döda lagret. En ARC av titandioxid (TiOx) användes och dess tjocklek valdes för att minska reflektionen för kortare våglängder och gav solcellerna ett violett utseende. Ytterligare förbättring gjordes genom texturering av skivorna med användning av anisotrop etsning av (100) skivor för att exponera ytorna (111). Strukturen ledde till förbättrad ljusfångst och gav cellerna ett mörkt sammetutseende. Den förbättrade cellarkitekturen visas iFigur 1 (d). 1976 demonstrerade Rittner och Arndt markbundna solceller med effektivitet som närmade sig 17% [3].
Den passiverade emitter solcellen (PESC) uppnådde en milstolpe på 20% effektivitet 1984–1986. Metall / kiselkontaktarean var endast 0,3% i PESC-celler, medan ett dubbelskikt ARC av ZnS / MgF2användes i båda cellstrukturerna. 1994 demonstrerades passiverad emitter bakre lokalt diffus (PERL) cell med en effektivitet av 24% [3]. Jämfört med PESC-cellen hade PERL-cellen inverterade pyramider på FS för bättre ljusfångande och oxidbaserad passivering på båda sidor. Oxidpassiveringsskiktet på baksidan förbättrade också den inre reflektansen för den långa våglängden och därmed spektrumsvaret.
Förutom de solcellarkitekturer som utvecklats har det också skett kontinuerlig utveckling inom tillverkningsområdet när det gäller ökad genomströmning, förbättrade processsteg och minskade kostnader. En kort översikt över tillverkningen av Si-substrat och olika typer av solceller ges i nästa avsnitt.
3. Kommersiell kisel solcellsteknik
Si är det näst vanligaste materialet på jorden efter syre och har använts i stor utsträckning inom halvledarindustrin. Metallurgisk kisel (Mg-Si) med 98% renhet erhålls genom uppvärmning av kvarts (SiO2) med kol vid höga temperaturer på 1 500-2 000 [4]. Mg-Si renas ytterligare för att erhålla kiselbitar av solkvalitet av 99,99% renhet. De raffinerade Si-bitarna av solkvalitet bearbetas sedan vidare för att erhålla monokristallina och multikristallina former av Si-göt, som är en stor massa kisel. I monokristallint Si är atomerna anordnade i samma kristallorientering genom hela materialet. För solceller föredras (100) orientering eftersom den lätt kan struktureras för att minska ytreflektionen [5]. Multikristallint Si har, som namnet antyder, flera korn av Si-material med olika riktningar, till skillnad från de monokristallina substraten. Monokristallint material har en högre livslängd hos minoritetsbärare jämfört med multikristallint Si och därmed högre solcellseffektivitet för en given solcellsteknik.
Czochralski (Cz) -metoden för framställning av monokristallina Si-göt illustreras i figur 2 (a). Smält kisel med hög renhet med dopmedel upprätthålls över smältpunkten och sedan dras en frökristall i en mycket långsam hastighet för att få ett göt som är så stort som 300 mm i diameter och 2 m i längd [6]. Det smälta kislet kan dopas med antingen p-typ eller n-typ dopmedel för att erhålla den specifika typen av monokristallint Si-göt på upp till 200 kg [2]. Våfflor sågade från götarna har cirkulära kanter och därför kallas formen för en "psuedo-fyrkant". Flerkristallina kiselgöt framställs genom att smälta Si med hög renhet och kristallisera dem i en stor degel genom riktad stelningsprocess [7] såsom visas i figur 2 (b). Processen har ingen referenskristallorientering som Cz-processen och bildar därmed kiselmaterial av olika orientering. För närvarande väger de multikristallina Si-götarna> 800 kg [2] som sedan skärs i tegel och skivorna sågas ytterligare.
Nuvarande storlek på monokristallina och multikristallina skivor för solcellstillverkning är 6 tum × 6 tum. Området för de monokristallina skivorna kommer att vara lite mindre på grund av den pseudo-fyrkantiga formen. Det mest använda basmaterialet för framställning av solceller är bor-dopade Si-substrat av p-typ. N-typ Si-substrat för används också för att göra högeffektiva solceller, men har ytterligare tekniska utmaningar som att få enhetlig dopning längs götet jämfört med p-typ substrat.

Figur 2. Illustration av (a) Cz-process för monokristallina göt och (b) riktad stelningsprocess för multikristallina göt.
En bred klassificering av olika typer av solceller tillsammans med effektivitetsområden visas i figur 3. Standardtekniken bakom aluminium (Al-BSF) är en av de vanligaste solcellsteknologierna med tanke på dess relativt enkla tillverkningsprocess. Den är baserad på full baksida (RS) Al-avsättning genom screentryckningsprocess och bildning av ap + BSF som hjälper till att avvisa elektronerna från baksidan av p-typ substrat och förbättra cellprestanda. Tillverkningsflödet för Al-BSF-solceller visas i figur 4. Standarddesignen för kommersiella solceller är med nätmönster FS och RS-kontakter med full yta.

Figur 3. Bred klassificering av olika typer av solceller.

Figur 4. Tillverkningsflöde av Al-BSF solceller.
Den passiverade emitter-bakkontakten (PERC) -cellen förbättrar Al-BSF-arkitekturen genom att lägga till baksidans passiveringsskikt för att förbättra passivering på baksidan och intern reflektion. Aluminiumoxid är ett lämpligt material för RS-passivering med genomsnittlig solcellseffektivitet som närmar sig 21% erhållen vid produktion [8]. En befintlig Al-BSF-solcellslinje kan uppgraderas till PERC-processen med ytterligare två verktyg (RS-passivationslagerdeponering och laser för lokal kontaktöppning på RS).
De återstående tre cellarkitekturerna är huvudsakligen högre effektivitetsteknologier baserade på Si-substrat av n-typ. A-Si-heterojunktionssolcellen har a-Si-lager på FS och RS av n-typ Si-substrat för att bilda "heterojunctioner" till skillnad från den konventionella högtemperaturdiffusionsbaserade pn-korsningen. Sådan teknik möjliggör bearbetning vid lägre temperaturer men är mycket känslig för ytgränssnittens kvalitet. a-Si-baserad heterojunktions solcell tillverkades kommersiellt av Sanyo Electric, som nu övertas av Panasonic [9]. I den interdigitated back contact (IBC) solcellsdesignen finns båda kontakterna på baksidan, vilket eliminerar FS-skuggningsförluster. Vanligtvis för IBC-solceller kommer korsningen också att vara placerad på baksidan. En av de tidiga tillverkarna av IBC-solcellens högeffektiva n-typ är SunPower Corporation [10]. Bifacialceller, som namnet antyder, kan fånga ljus från båda sidor av solcellerna. Detta innebär att baksidan också har ett rutmönsterkontakter för att möjliggöra ljusuppsamling. Ett exempel på bifacial teknik är BiSON-solcellen utvecklad och kommersialiserad av ISC, Konstanz [11]. Det bör noteras att den angivna klassificeringen inte är en uttömmande lista över olika andra typer av solcellarkitekturer som är i R&-D-fas, nära kommersialisering eller redan tillverkas. De efterföljande avsnitten ger en översikt över processstegen för tillverkning av Al-BSF-solceller.
4. Våtkemiprocesser för tillverkning av solceller
Våtkemibaserad behandling är ett viktigt steg i solcellsbearbetning för avlägsnande av sågskador (SDR) för skurna skivor, strukturering av ytan för att öka absorptionen av inkommande solstrålning och kantisolering efter diffusionsprocessen. Som diskuterades i föregående avsnitt, finns det huvudsakligen monokristallina och flerkristallina kiselskivor som används för tillverkning av solceller. Den våtkemibaserade bearbetningen för respektive skivtyper kommer att diskuteras framöver.
4.1 Texturering av monokristallina kiselskivor
Som anges i avsnitt 2 började utvecklingen av solceller främst med monokristallina skivor och använde därmed väletablerade metoder från mikroelektronikområdet. Alkalisk anisotrop etsning baserad på KOH / NaOH används för pyramidstrukturering av monokristallina skivor. En skuren monokristallin skiva har en vägd genomsnittlig reflektion på> 30% (över våglängden 300–1 200 nm) som minskar till 11–12% efter textureringsprocessen. Typisk morfologi för en alkalisk strukturerad yta visas i figur 5. Den anisotropa etsningslösningen etsar (100) ytan på skivorna för att exponera (111) ytor som har en högre densitet av kiselatomer och därmed en långsammare etsningshastighet jämfört med ( 100) ansikten. Detta resulterar i bildning av slumpmässiga pyramidstrukturer som bildar en vinkel på 54,7 ° i förhållande till skivytan.

Figur 5. Typisk ytmorfologi av en alkalisk strukturerad monokristallin skiva.
Typiska parametrar för den alkaliska struktureringsprocessen visas i tabell 1. Det bör noteras att värdena för olika parametrar är vägledande och inte ska betraktas som absoluta eftersom det finns en mängd olika tillsatstillverkare på marknaden. Isopropylalkohol (IPA) användes ursprungligen som tillsats i textureringslösningen, som inte är inblandad i etsningsreaktionen, men fungerar som ett vätmedel för att förbättra homogeniteten i textureringsprocessen genom att förhindra att H2-bubblorna (som genereras under reaktionen) vidhäftar kiselytan [12]. Men 2010 ersattes IPA gradvis med alternativa tillsatser på grund av nackdelar som instabil koncentration eftersom badtemperaturen ligger nära kokpunkten för IPA (82,4 ° C), höga kostnader, hög konsumtion, hälsorisker och explosivitet [12]. Många grupper har publicerat utvecklingsarbete för att ersätta IPA med alternativa tillsatser för att övervinna nackdelarna med IPA, öka processfönstret och minska ytreflektansen [12,13,14,15,16]. Tillsatser minskar också bearbetningstiden till< 10="" minuter="" och="" ökar="" badlivslängden="" till=""> 100 körningar.
Bearbeta
KOH / IPA
KOH / tillsats
KOH (%) | 3 | & lt; 3 |
IPA (%) | 6 | — |
Tillsats (%) | — | & lt; 2 |
Process temperatur [° C] | & gt; 80 | 70–100 |
Pyramidstorlek [μm] | 5–12 | 2–7 |
Processtid [min] | 30–40 | 5–10 |
Organiskt innehåll [vikt%] | 4–10 | & lt; 1.0 |
Kokpunkt [° C] | 83 | & gt; 100 |
Badlivstider | & lt; 15 | & gt; 100 |
Tabell 1. Processparametrar för IPA-baserad och tillsatsbaserad alkalisk strukturering av monokristallina skivor.
Textureringsprocessen för de monokristallina skivorna utförs typiskt i en "sats" vilket innebär att skivorna laddas i en bärare med slitsar för att hålla skivorna (100 slitsar i en bärare) och sedan satsas bearbetas sekventiellt i bad för strukturering, rengöring, behandlingssteg för att avlägsna organiska rester och metallföroreningar och torkning av de bearbetade skivorna. Bärarna är typiskt belagda med PVDF som har mycket god beständighet mot olika kemikalier, nötning och mekaniskt slitage. Typisk bärare för monokristallin rånhantering visas i figur 6. Partiet textureringsverktyg har särskilda bad för varje steg med doseringstankar för kemikalier som används i badet. Verktyget bearbetar många bärare samtidigt och kan nå en genomströmning på> 6 000 skivor / h med bearbetning av fyra bärare samtidigt.

Figur 6. Bärare för att ladda skivor i batchverktyget. Källa: RCT solutions GmbH.
4.2 Texturering av flerkristallina kiselskivor
Multikristallina skivor erbjuder en kostnadsfördel jämfört med de monokristallina skivorna och har följaktligen använts bredare. Emellertid fungerar den alkaliska kemin som används för att strukturera monokristallina skivor inte bra för flerkristallina skivor på grund av närvaron av olika kornorienteringar. En alternativ sur kemi baserad på HF och HNO3 utvecklades för att avlägsna sågskadorna och strukturera de multikristallina skivorna samtidigt [17,18]. Den sura lösningsbaserade strukturen arbetar vid temperaturer under rumstemperatur och leder därför till minskad reaktionsgasemission, liten värmeproduktion, högre stabilitet hos etsningslösningen och bättre kontroll av etshastigheten [18]. En jämförelse av alkalisk strukturering och sur texturering för flerkristallina skivor visas i figur 7.

Figur 7. Jämförelse av alkalisk och sur struktur för multikristallina skivor. Reflektionskurvor efter avsättning av SiNx: H visas också för jämförelse [17].
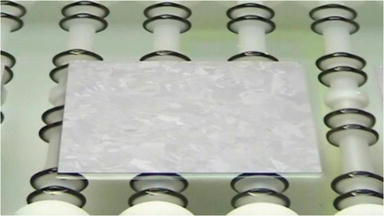
Den sura struktureringsprocessen hos flerkristallin rån kan göras på betydligt reducerad tid jämfört med den alkaliska textureringsprocessen och kan därför implementeras i en "inline" -konfiguration där skivorna förs genom rullar nedsänkta i etsningsbadet. En representativ bild av en inbyggd process tillsammans med den typiska sura struktureringsprocessen visas i figur 8. För en konfiguration med fem banor kan det inlineverktyget ha en genomströmning på upp till 4000 wafers / h. Det är viktigt att notera att skivytan som vetter nedåt i etsningslösningen är strukturerad bättre än ovansidan och är "solsidan" för vidare bearbetning. Den sura struktureringsprocessen leder till bildning av poröst kisel på den strukturerade ytan som absorberar ljus och ökar också ytrekombinationen [18]. Följaktligen avlägsnas det porösa kislet med användning av en utspädd alkalisk lösning. Därefter utförs en sur rengöring (HF + HCl) för att avlägsna oxider och metallföroreningar från skivytorna.

Figur 8. (a) Representativ inbyggd process med fem banor och (b) surt textureringsprocessflöde för flerkristallina skivor.
Det är viktigt att notera att den sura textureringsprocessen som diskuterats ovan är lämplig för de sålda (SWS) flerkristallina skivorna. Under de senaste åren har diamanttrådsågning (DWS) -processen ersatt uppslamningsbaserad skärning på grund av process och ekonomiska fördelar [19]. Sågskadorna på SWS-multikristallina skivor är mer än DWS-skivorna, som har djupa raka spår och en mycket jämnare yta än de sågade skivorna av slamtråd [19]. Sågskadorna för SWS-skivorna spelar en viktig roll för att initiera textureringsprocessen, vilket inte sker för DWS-skivorna.
Olika metoder har föreslagits för att strukturera DWS-multikristallina skivor och sammanfattas i tabell 2 [20]. Genom att ställa in de olika metoderna kan reflektans på nära 0% erhållas och följaktligen har termen "svart kisel" använts för textureringsprocessen för DWS-multikristallina skivor. RIE var den första metoden för framställning av svart kisel och använder svavelhexaflourid (SF6) för att reagera med Si och gaser som Cl2 och O2 för att passivera och begränsa reaktionen [20]. Nyligen har kommersiella multi-PERC-solceller med en genomsnittlig effektivitet på 21,3% demonstrerats med RIE-baserad textureringsprocess [21]. Eftersom RIE är en vakuumbaserad process är emellertid genomströmningen låg jämfört med en typisk inline-process och ytterligare förbehandling och efterbehandling krävs för att avlägsna sågskador och skador på grund av jonbombardemang. En variant av RIE-metoden som inte kräver vakuum eller plasma har implementerats i ett kommersiellt verktyg [22].
Metod
Reagenser
Mask
Katalysator
Minsta reflektion (%)
Reaktiv jonetsning (RIE) | SF6/O2, SF6/ Cl2/O2, SF6/O2/ CH4 | Ingen | Ingen | 4.0 |
Implantation för nedsänkning av plasma (PIII) | SF6/O2 | Ingen | Ingen | 1.8 |
Laserstrålning | CCl4, C2Cl3F3, SF6Cl2, N2, luft | Ingen | Ingen | 2.5 |
Plasmaetsning | SF6 | Ag nano-partiklar | Ingen | 4.2 |
Metallassisterad kemisk etsning (MACE) | AgNO3/ HF / HNO3 | Ingen | Ag, Au | 0.3 |
Elektrokemisk etsning | HF, EtOH, H2O | Ingen | Ingen | & lt; 5,0 |
Tabell 2. Diverse metoder för strukturering av diamanttrådsågade multikristallina skivor [20].
Ett av tillvägagångssätten för texturering av DWS-multikristallina skivor är att uppgradera den befintliga sura textureringsbaserade kemin med tillsatser [23,24,25]. En sådan metod kan potentiellt ha en lägre CoO jämfört med den MACE-baserade metoden [23]. Reflektion av ett sådant additivbaserat tillvägagångssätt har visat sig likna den konventionella isotextureringslösningen med solcellseffektivitet på 18,7% för Al-BSF-baserad struktur [24].
MACE-baserad texturering liknar den konventionella sura etsningsmetoden med ett ytterligare steg av katalytisk metallavsättning. Processflödet består av SDR, katalysatormetallavsättning, kemisk etsning och efterbehandling. Effektivitet på 19,2% har erhållits för kommersiella multi-Al-BSF-celler med MACE-textureringsprocess av batch-typ [26]. Inline-typ MACE-baserat kommersiellt verktyg har demonstrerats med möjligheten att justera reflektansen i intervallet 12–23% och erhålla en genomsnittlig effektivitet för Al-BSF- och PERC-struktur på 18,8 respektive 20,2% [27]. Representativa bilder av strukturerad yta baserad på MACE-processen visas i Figur 9. Ägandekostnaden (CoO) för den inbyggda MACE-processen är potentiellt lägre jämfört med den batchbaserade MACE-processen med utrymme att minska den ytterligare genom att återvinna Ag från textureringsbadet [27].

Figur 9.MACE texturerat DWS multi wafers, (a) yta med Ravg=12% och (b) yta med Ravg=22% [27].
4.3 Våtkemi-baserad kantisolering
Emitterregionen i en solcell tillverkas av en diffusionsprocess med hög temperatur (diskuteras i avsnitten framåt). Under diffusionsprocessen deponeras fosforsilikatglas (PSG) på skivan som ska avlägsnas före deponering av ARC-skiktet. Som avbildat i figur 10, efter diffusionssteget, finns även n-typregionen på kanterna och på baksidan av skivan. N-typskiktet på kanterna och baksidan kommer att kortsluta emittern med bassubstratet och därför är det viktigt att etsa dessa regioner och isolera emittern på FS från bassubstratet som avbildat i figur 10 (c).

Figur 10. Bearbetning av kiselskiva efter diffusion och kantisolering (a) Strukturerad kiselskiva, (b) Diffuserad kiselskiva, (c) Diffuserad kiselskiva efter kantisolering.
Kantisoleringsprocessen kan utföras på ett inline-sätt som liknar textureringsprocessen som diskuterades i föregående avsnitt. Undantaget i detta fall är att kemikalien endast etsar baksidan och kanterna utan att interagera med FS. En representativ bild av kantisoleringsprocessen visas i figur 11. Det är viktigt att notera att rullarna endast finns på undersidan för att undvika kontakt mellan etsningslösningen och framsidan. De efterföljande stegen efter RS-etsningen liknar dem i den inbyggda textureringsmaskinen.
Figur 11. Representativ bild av solceller i ett inbäddat kantisoleringsbad.
5. Termiska processer för tillverkning av solceller
Processer med hög temperatur utgör en viktig del av solcellstillverkningen. Exempel på sådana processer är att bilda pn-korsningen genom diffusion, avfyring av silgtryckta kontakter, aktiverande ytpassivationsskikt eller glödgningsprocessinducerade fel. Avsnittet skymtar den grundläggande fysiken i emitterdiffusionsprocessen och plasmaförstärkt kemisk ångavsättning (PECVD).
5.1 Emitterdiffusion
Emitterdiffusion är ett av de viktigaste termiska stegen i den industriella solcellstillverkningen. Emittenten av n-typen hos de kristallina kiselsolcellerna av p-typ bildas av fosfor (P) diffusion. I diffusionsprocessen skickas Si-skivorna i en ugn och exponeras vid 800–900 ° C för fosforylklorid (POCl3) och O2 vilket resulterar i PSG-avsättning på Si-skivytorna. Detta steg kallas fördeposition, där PSG [28] fungerar som en källa för fosfor (P) -dopmedel för att diffundera in i Si-skivan. Nästa steg är drive-in, där tillförseln av dopningsgaser kopplas bort och P från PSG-skiktet diffunderar längre in i Si-skivan. Hannes etal. [29] illustrerar för optimal process genomförbarhet för solcellstillämpningar, tre olika effekter måste beaktas. För det första in-diffusion av P från PSG och dess närvaro i elektriskt aktiva och inaktiva tillstånd i Si-skivan, vilket ökar rekombinationen av Shockley-Read-Hall (SRH). För det andra, gettering av föroreningar i Si-skiktet mot PSG-skiktet. Slutligen drar metallkontaktbildningen med den P-dopade Si-emittern ut den genererade effekten.
Diffusionsprocessen kvantifieras av arkmotstånd som beror på djupet på pn-korsningen och P-koncentrationsprofilen. Arkmotståndet har enheter på Ω / cm (vanligtvis uppmätt som Ω / □) och mäts med ett fyrpunkts sondsystem. Definitionen av arkmotstånd illustreras i ekv. (1).
därR=motstånd för en rektangulär sektion (Ω); ρ=resistivitet (Ω cm); l=längd av den rektangulära sektionen (cm); A=area av den rektangulära sektionen (cm2); W=bredden av den rektangulära sektionen (cm ); D=djup av det rektangulära avsnittet (cm) ochρark=motstånd för givet djup (D) när l=W (Ω / □).
De tidigare värdena för emitterarkmotståndet var 30-60Ω / □ med pn-korsningsdjup på> 400 nm och hög P-ytkoncentration. Med förbättringar av silverkontaktpastan på framsidan (Ag) ligger emitterarkmotståndet nu i området 90-110Ω / □ med korsningsdjup på cirka 300 nm och lägre P-ytkoncentration. Förskjutning till större arkmotstånd gör det möjligt att fånga mer ljus i UV- och blåspektrumet, samtidigt som ytrekombinationen minskas för att förbättra Voc. Det bör noteras att diffusionsprocessen sker på FS (direkt exponerad för gaserna) och även på kanterna och RS. Om kantisoleringsprocessen inte utförs (som diskuteras i avsnitt 4.3), kommer emitteren att kortslutas med substratet.
Figur 12 visar POCl3-diffusionsprocessen i ett slutet kvartsrörsystem. POCl3 är en vätskekälla som tillförs processröret genom att bubbla den med en bärargas N2. Genom att blanda

Figur 12. (a) Schematisk framställning av diffusionsprocessen av satsvis typ och (b) representativ bild av en satsdiffusionsutrustning. Källa: centrotherm GmbH.
Vid Si-ytan,
Klor som är en biprodukt under fördeponeringen rengör skivorna och kvartsröret genom att bilda komplex med metaller. PSG används som källa för att köra P-atomerna in i Si-ytan. Under inkörningsprocessen stängdes POCl3 av och endast O2 tillsattes för att bygga upp ett tunt oxidskikt under PSG för att förbättra diffusionen av P-atomer i Si-ytan.
Inuti diffusionsröret finns fem värmezoner som illustreras i Figur 13. Zonerna är:
Laddningszon (LZ) - område där skivorna laddas i röret.
Center loading zone (CLZ) - område mellan lastzonen och centrumzonen.
Mittzon (CZ) - rörets mittområde.
Centrumgaszon (CGZ) —område mellan centrumzonen och gaszonen.
Gaszon (GZ) - område där gaserna rör sig ut genom avgaserna.

Figur 13. Värmezoner inuti diffusionsröret.
Normalt justeras temperaturerna för varje uppvärmningszon för att erhålla lika emittermotstånd för alla skivor över båten.
Diffusionsprocessens miljö bör vara mycket ren och därför används kvartsmaterial för rören. Rörens renhet och underhåll av lastområdet påverkar också processresultaten. Eftersom det i gasfasdiffusion inte finns några rester i röret, resulterar det i en renare process. Genom halv belastning under lågtrycksförhållanden [31] kan genomströmningen ökas. Vanligtvis laddas 1 000 skivor i ett enda rör och med fem diffusionsrör i ett satsdiffusionssystem kan en genomströmning på upp till 3 800 skivor / h uppnås för tillverkning av solceller.
Ett inbyggt diffusionssystem där skivorna transporteras på ett bälte med fosforsyra som källa till P-dopmedel användes också i kommersiell produktion [32]. Men jämfört med den inbyggda processen är batchprocessen mer ren, effektiv och effektiv. För solceller av n-typ eller avancerade solcellskoncept som PERT, är p-typ batchdiffusion baserad på bor (B) dopande källor som bortribromid (BBr3) [33,34].
5.2 Antireflekterande beläggning (ARC)
En bar Si-yta reflekterar> 30% av ljusinfallet. Som diskuteras i avsnitt 4 förbättrar textureringsprocessen ljusfångandet. Det är önskvärt att reducera reflektansen ytterligare, vilken erhålls genom avsättning av ett ARC-skikt. TiOx var ett av de tidigaste materialen som användes som ett ARC-lager för solceller, men eftersom det inte kunde ge tillräcklig ytpassivering ersattes det så småningom av SiNx: H [37]. Termiskt odlad kiseloxid (SiO2) användes också som det passiverande materialet i den rekordbrytande passiverade emitteren bakom lokalt diffunderade (PERL) celler [37]. Hög termisk budget och lång procestid gjorde SiO2-baserad passivering olämplig för massproduktion av solceller [37]. En omfattande genomgång av olika ARC- och passiveringsmaterial för solcellsapplikationer diskuteras i [37].
Plasmaförstärkt kemisk ångdepositionsprocess (PECVD) är lämplig för avsättning av ett ARC-skikt av SiNx: H som inte bara minskar reflektionen utan också passiverar den främre sidan av n-typen och massan och därmed förbättrar solcellseffektiviteten [36, 37]. En schematisk bild av ett batch-PECVD-system visas i figur 14. Skivorna laddas i en grafitbåt med framsidorna vända mot varandra. En RF-plasma baserad på processgaser ammoniak (NH3) och silan (SiH4) som arbetar vid en temperatur av 400–450 ° C avsätter det hydrerade SiNx: H-skiktet enligt ekv. (4) [35]. Vätet som ingår i SiNx: H-filmen diffunderar in i bulk under avfyrningssteget (diskuteras i nästa avsnitt) och passiverar de dinglande bindningarna för att förbättra solcellens prestanda [36,37].

Figur 14. (a) Schematiskt diagram över PECVD-process av batch-typ för SiNx: H-deponering och (b) grafitbåt för laddning av Si-wafers i PECVD-ugnen.
Brytningsindex (RI) för SiNx: H-filmen styrs av förhållandet SiH4 / NH3gas, medan tjockleken beror på deponeringsvaraktigheten. SiNx: H-baserad ARC kan minimera reflektionen för en enda våglängd och våglängdstjockleken ges av [38],
varvid=tjockleken på SiNx: H ARC-skiktet, λ0=våglängden för inkommande ljus och n1=brytningsindex för SiNx: H-skiktet.
Baserat på förhållandet kallas ARC också som en "kvartvåglängd ARC". För solceller väljs RI och tjocklek för att minimera reflektionen vid en våglängd på 600 nm eftersom det är toppen av solspektret. Tjockleken och RI för ARC väljs för att vara det geometriska medelvärdet av material på vardera sidan, dvs glas / luft och Si. Den typiska tjockleken på SiNx: H ARC är 80–85 nm med RI på 2,0–2,1 vilket ger solcellen en färg blå till violett blå. En representativ bild av strukturerad flerkristallin solcell avsatt med SiNx: H visas i figur 15 (a), medan variationen av SiNx: H-färg baserat på dess tjocklek visas i figur 15 (b). Det är viktigt att notera att det finns ett beroende av ytstruktur och ARC-färg för givna deponeringsparametrar. Det finns en mängd olika solmoduler där solcellernas färg är mörkare till skillnad från den typiska blå färgen. Ett typiskt ARC-deponeringssteg i en solcellstillverkningslinje består av två PECVD-system, vardera med fyra rör och en genomströmning på upp till 3500 wafers / h.

Figur 15. (a) Representativ bild av SiNx: H-belagd multikristallin solcell, (b) variation av SiNx: H-lager baserat på dess tjocklek.
SiNx: H är inte lämpligt för passivering av p-typ Si och därför används dielektrikum som Al2O3 för RS-passivering för cellarkitektur som PERC-celler [8] eller för p-typ emitter i solceller av n-typ. För PERC-solceller är Al2O3-passiveringsskiktet avtäckt med en SiNx: H för att skydda den från Al-pastan under avfyrningsprocessen och fungerar också som en intern reflektor för ljuset med lång våglängd. Kommersiella PECVD- och ALD-baserade system är tillgängliga för deponering av Al2O3 med genomströmning på upp till 4800 wafers / h [39].
6. Metallisering och solcellskarakterisering
6.1 Screen-printing-baserad metallisering
Det sista bearbetningssteget för solcellstillverkning är FS- och RS-metalliseringen för att dra ut effekten med minimala resistiva förluster. Ag är ett bra kontaktmaterial för sändaren av n-typ, medan Al gör en mycket bra kontakt med substratet av p-typ. En kombination av Ag / Al-pasta används för att skriva ut dynor på RS för att underlätta sammankoppling av solceller i en modul. Screentryck är en enkel, snabb och kontinuerligt utvecklad process för solcellsmetallisering.
En schematisk framställning av screentryckningsprocessen visas i figur 16. Skärmarna har ett emulsionsbelagt rostfritt stålnät med öppningar enligt det önskade metalliseringsmönstret som illustreras i figur 17 (a). Metallpasta sprids över skärmen via översvämningen och skraprörelsen som avsätter pastan på solcellen baserat på skärmmönstret. Snap-off är avståndet mellan skärmen och solcellen. Gummitrycket och avstängningsavståndet är de kritiska parametrarna som bestämmer att Ag FS-fingrarna lägger ner och geometri.

Figur 16. Illustration av screentryckningsprocessen för solcellsmetallisering.

Figur 17. (a) Mesh-emulsionsskärm med fingeröppning för FS Ag-utskrift [40] och (b) representativt FS-metalliseringsmönster.
Typisk pasta som fastställs för Ag / Al RS-dynor, RS Al och FS Ag är 35–45 mg, 1,1–1,4 g respektive 100–120 mg för en 6-tums Al-BSF-multikristallin solcell. Ett illustrerande Ag FS-metalliseringsmönster visas i figur 17 (b). Ag-fingeröppningen har minskat till under 30 μm, medan tillämpning av 5 bussfäste alltmer antas nu. Med en sådan skärmparameter och bra pasta fastställs bör konsekvent FF på> 80% erhållas för Al-BSF solceller med en optisk skuggningsförlust på<>
6.2 Torkning och snabb avfyrning av metalliseringspasta
Metalliseringspastorna består av metallpulver, lösningsmedel och organiska bindemedel. När det gäller FS Ag-pasta innehåller pastan också glasfritt medan etsar SiNx: H-skiktet och kommer i kontakt med n-emitteren [41]. Metallpastorna torkas efter tryckning och slutligen skickas de genom en snabbeldad ugn för sintring och bildar RS Al-BSF- och FS Ag-kontakten. Ett exempel på en sådan snabbeldad ugn med temperaturprofilen visas i figur 18. FS Ag-fingersintringsprocessen illustreras i figur 19. När solcellen passerar genom snabbeldningsugnen bränns de organiska bindemedlen, följt av smältning av glasfriten och slutligen bildning av Ag-kristalliter i kontakt med emittenten av n-typ. Avfyrningsprofilen måste justeras baserat på de specifika typerna av metalliseringspasta och emitterdiffusionsprofil. Som ett exempel kan avfyrningstopptemperaturen vara låg för att inte bilda en god ohmsk kontakt på FS, medan en för hög temperatur kan leda till diffusion av Ag genom korsningen och växling av pn-korsningen. Bild av en komplett flerkristallin Al-BSF-solcell visas i figur 20.

Figur 18. (a) Exempel på en eldugn för sintring av metallkontakter och (b) illustrativ temperaturprofil för en eldugn. Källa: centrotherm GmbH.

Figur 19. Illustration av skjutprocessen. (a) utbränning av de organiska bindemedlen, (b) smältning av glasfritt som etsar SiNx: H och (c) Ag-kristallitbildning vid emittergränssnittet.

Figur 20. (a) FS för en komplett solcell och (b) RS för en komplett solcell.
6.3 Pläteringsbaserad metallisering på framsidan
Kostnaderna för olika faktorer i bearbetning av solceller har minskat under åren, medan bidraget från front Ag fortfarande är det viktigaste [42]. Betydande arbete har utförts för att ersätta Ag med alternativ metall som koppar (Cu) som har ett konduktivitetsvärde som är mycket nära det för Ag och som också erbjuder en potentiell betydande kostnadsfördel [43,44]. Cu har hög diffusivitet och löslighet i Si och därför deponeras ett barriärskikt som nickel (Ni) på Si före Cu-plätering [42]. Ljusinducerad plätering (LIP), som härrör från konventionell plätering, använder ljusets fotovoltaiska effekt för att platta den önskade metallen och har många fördelar jämfört med konventionell plätering [43,44].
Ni-Cu-baserad metallsida på framsidan kräver ett ytterligare ARC-mönstringssteg på framsidan till skillnad från Ag-pastabaserad metallisering och i de flesta fall också ett ytterligare Ni-sintringssteg för att minska kontaktmotståndet och ha god vidhäftning av metallstacken [42 ]. Kommersiella DWS-klippta mc-Si solceller baserade på Ni-Cu-Ag-pläterad stapel har demonstrerats med fingerbredd på 22 μm, bildförhållande på nära 0,5 och liknande effektivitet som för referens skärmtryckta Ag-baserade solceller [45 ].
Kontinuerlig förbättring av Ag FS-pastorna tillsammans med enkelhet, tillförlitlighet och hög genomströmning av screentryckningsprocessen har gjort det svårt för Ni-Cu-baserad metallisering att konkurrera med Ag-baserad FS-metallisering. Men med höga solcellseffektivitetskoncept som bifacial heterojunktion solceller, där Cu kan pläteras direkt på den transparenta ledande oxiden, är pläteringsprocessen förenklad och kräver endast ett enda verktyg [39]. På samma sätt kan högeffektiva koncept som kräver minskad mängd metall uppnå detsamma med hjälp av pläteringsbaserad metallisering [42,46].
6.4 IV-testning och karakterisering av solceller
Det sista steget är IV-testning av de kompletta solcellerna enligt standardtestförhållandena (STC), dvs AM 1.5G, 1000W / m2 med en klass AAA solsimulator. Ett exempel på FS-sondering av solceller visas i figur 21. De typiska parametrarna erhållna från IV-testaren anges i tabell 3. IV-testare har många karakteriseringsparametrar som kan vara till hjälp för diagnos av solcellsdefekter. Representativ elektroluminescens (EL) och termisk IR-bild av en solcell med vissa defekter visas i figur 22 (a) - (c). En EL-bild av en bra solcell med enhetlig intensitet visas i figur 22 (a), medan för en solcell där FS-fingrarna inte skrivs ut enhetligt kan en mörkare kontrast ses i figur 22 (b). Figur 22 (c ) visar en termisk IR-bild av en solcell med en lokal shunt som har bildats under ett av bearbetningsstegen. I slutändan sorteras solcellerna i olika effektivitetsfack baserat på den valda klassificeringen.

Figur 21.IV-mätning FS-sondering för karakterisering av solceller.
Parameter
Kommentarer
Voc(V) | Bra mc-Si Al-BSF solceller har ett värde på> 0,635V |
Isc(A) | Bra mc-Si Al-BSF solceller har ett värde på> 9,0 A |
FF (%) | Bra mc-Si Al-BSF solceller har ett värde på> 80% |
Effektivitet (%) | Bra mc-Si Al-BSF solceller har ett värde på> 18,6% |
Vmpp(V) | Motsvarande spänning vid maximal effektpunkt |
Impp(A) | Motsvarande ström vid maximal effektpunkt |
Rs(Ω) | Bra mc-Si Al-BSF solceller har ett värde på< 1,5=""> |
Rsh(Ω) | Bra mc-Si Al-BSF solceller har ett värde på> 100Ω |
Ivarv(A) | Omvänd ström vid en spänning på -12V bör vara< 0,5="" a="" för="" bra=""> |
FS BB-BB-motstånd (Ω) | Motstånd mätt mellan BB: erna på FS |
RS BB-BB-motstånd (Ω) | Motstånd mätt mellan BB på RS |
Tabell 3. Parametrar för karakterisering av en solcell erhållen från IV-mätning.

Figur 22. (a) EL-bild av en bra solcell, (b) EL-bild av en solcell med icke-enhetlighet i Ag-fingeravtryck och (c) termisk IR-bild av en solcell som indikerar närvaro av lokaliserade shunter.
7. Framtida trender
DWS har blivit standard för monokristallina skivor, medan det förväntas ha en marknadsandel på>, 80% fram till 2022 för flerkristalliga skivor [2]. SWS för flerkristallina skivor förväntas fasas ut vid den tiden. Med DWS skulle kerfförlusten också bli< 80="" μm="" fram="" till="" 2022,="" vilket="" i="" sin="" tur="" skulle="" minska="" poly-si-förbrukningen="" per="" skiva="" under="" 15="" g.="" 3bb-design="" för="" frontkontakter="" förväntas="" fasas="" ut="" 2020="" med="" 50%="" andel="" för="" 5bb-design.="" med="" kontinuerliga="" förbättringar="" av="" ag-pastor="" och="" skärmar="" förväntas="" fs-fingerbredden="" minska="" till="" 30="" μm="" fram="" till="" 2022.="" verktyg="" för="" våtkemisk="" bearbetning="" har="" korsat="" genomströmningen="" på="" 8="" 000="" wafers="" h="" under="" 2018="" och="" skulle="" beröra="" 9="" 000="" wafers="" h="" fram="" till="" 2020.="" utrustning="" för="" värmebehandling="" har="" nått="" genomströmningen="" på="" 5000="" wafers="" h="" under="" 2018="" och="" förväntas="" passera="" 7="" 000="" wafers="" h="" fram="" till="" 2020.="" avsnittet="" metallisering="" och="" iv-test="" sortering="" förväntas="" ha="" en="" genomströmning="" på=""> 7 000 wafers / h fram till 2022.
Al-BSF-baserad cellteknik som har en marknadsandel på> 60% år 2018 förväntas minska till< 20%="" fram="" till="" 2025.="" med="" mer="" tonvikt="" på="" högeffektiva="" solcellskoncept,="" andel="" av="" perc="" tekniken="" förväntas="" vara=""> 50% till 2022. Produktionseffektiviteten för Mono PERC förväntas vara> 22% till 2022, medan den för multi PERC bör röra 21% vid samma tidpunkt. En viktig aspekt relaterad till multi-PERC är att mildra LeTID-baserade problem för att minimera effektivitetsförlusten efter installation av modulerna i fält. Si HJ-celler med effektivitet på> 22% 2018 efter att ha förväntat sig uppnå stabil effektivitet på 23% fram till 2020, med en marknadsandel på cirka 10% fram till 2022. Högeffektiva bifaciala celler med en ytterligare fördel att knacka på solcellerna strålning från baksidan förväntas ha en marknadsandel på 20% fram till 2022. N-typ solceller med bakkontakt förväntas korsa 24% effektivitet till 2020.
8. Slutsatser
Si-solceller har blivit en viktig del av området för förnybar energi under de senaste decennierna med mognad tillverkningsteknik. Flerkristallina skivor av P-typ har blivit huvuduppehållet för produktion av solceller. Men med högre effektivitet och minskande produktionskostnader har monokristallina solceller också fått en betydande andel och förväntas konkurrera nära med multikristallina skivor inom en snar framtid. För standard Al-BSF-teknik har 19 och 20% blivit riktmärket för multikristallina respektive monokristallina solceller. Mono-PERC- och multi-PERC-celler har uppnått stabiliserad effektivitet på 21,5 respektive 20%. Dessutom ger PERC också ett enklare tillvägagångssätt för bifaciala solceller genom att ha ett rutmönster på RS istället för hela areakontakten. Högeffektiva n-typ och bifaciala solceller har en marknadsandel på< 10%="" som="" förväntas="" öka="" i="" framtiden.="" tillverkningstekniken="" har="" mognat="" avsevärt="" under="" de="" senaste="" åren="" med="" ytterligare="" förbättringar="" för="" att="" öka="">
Bekräftelser
Författarna vill tacka kollegorna från RCT Solutions GmbH från vilka en del av innehållet i kapitlet har tagits. Mehul C.Raval vill tacka kollega Jim Zhou för diskussionerna om svart kiselstruktur.