Källa: incompliancemag

Den fotovoltaiska industrin (PV) har upplevt otroligt snabb omvandling efter år 2000 som ett resultat av extraordinära teknikgenombrott, från materialnivå till storskalig modultillverkning.
Med PV-industrin som förväntas växa konsekvent under de kommande åren är två huvudfrågor att fånga uppmärksamheten bland marknadsaktörer:
1. Vad utgör en ”god kvalitet” -modul?
2. Hur "pålitlig" kommer det att vara i fältet?
Båda för tillfället förblir obesvarade på ett omfattande sätt.
De PV-standarder för prestanda som beskrivs i denna artikel, nämligen IEC 61215 (Ed. 2 - 2005) och IEC 61646
(Ed.2 - 2008), ställa in specifika testsekvenser, villkor och krav för designkvalifikationen för en PV-modul.
Designkvalifikationen anses representera PV-modulens prestanda under långvarig exponering för standardklimat (definierat i IEC 60721-2-1). Dessutom finns det flera andra standarder (IEC 61730-1, IEC 61730-2
och UL1703) som tar upp säkerhetskvalifikationerna för en modul, men detta område kommer att behandlas i en framtida artikel.
Inom certifieringsfältet är designkvalificering baserad på typprovning enligt IEC, EN eller andra nationella standarder.
Det är värt att påpeka olämpliga termer som "IEC-certifiering" eller "IEC-certifikat", liksom reklamen med IEC-logotypen istället för logotypen för certifieringsorganet som släppte certifieringen. IEC är inte ett certifieringsorgan; det är förkortningen för International Electrotechnical Committee, en internationell standardiseringsorganisation.
När typprovning kombineras med periodiska fabriksbesiktningar av ett certifieringsorgan utgör detta grunden för de certifikat som utfärdats av det certifieringsorganet (därmed har deras specifika märke / logotyp).
Detta kan i viss mån utgöra ett standardkriterium för ”grundkvalitet”. Emellertid är termen "kvalitet" för generisk och ofta missbrukas om den bara baseras på IEC-överensstämmelse.
En annan känslig aspekt av "kvalitet" är modulens "tillförlitlighet" - ett stort problem för PV-entreprenörer / investerare.
Pålitlighet definieras varken eller täcks av befintliga IEC-standarder. Bristen på tillförlitlighetsstandarder beror delvis på det faktum att det hittills inte finns tillräckligt med statistiska data som samlas in från PV-fälten (även de "äldsta" PV-installationerna måste fortfarande nå sin livstid på 20/25 år enligt garanti) .
Men både IEC 61215 och IEC 61646 säger tydligt att tillförlitlighet inte adresseras däri, vilket innebär att konstruktionskvalificeringen för dessa standarder inte innebär PV-modulens tillförlitlighet. Därför samlas experter från tillverkare, testhus och standardiseringsorgan för att utarbeta grunden för en PV-tillförlitlighetsstandard. Ett första utkast kan förväntas, förhoppningsvis någon gång i en nära framtid.
Garanti är också en fråga som är värd att nämna. Det är vanligt på marknaden att sälja / köpa PV-moduler som omfattas av 20 års garanti. Garantin är tänkt att täcka säker drift (inga elektriska, termiska, mekaniska och brandrisker) och acceptabel prestanda, dvs. begränsad nedbrytning av kraftuttaget (de flesta förklarar 1% Pmax-förlust per år).
Efter att ha klargjort det allmänna tillämpningsomfånget och begränsningarna med avseende på kvaliteten på IEC 61215/61646, ger följande en allmän beskrivning av testerna, och belyser de som är av stor betydelse för kristallint kisel (c-Si) och tunnfilm fotovoltaiska moduler. Medan IEC 61215 har utformats baserat på gedigen kunskap om de viktigaste befintliga kristallina kiselteknologierna, var IEC 61646 huvudsakligen baserad på amorf kisel (a-Si) -teknologi. Därför kräver relativt ny teknik som CIGS, CdTe, etc. som presenterar speciellt beteende och känslighet för ljus exponering och termiska effekter särskild omsorg och överväganden under testningen.
Skillnader i de två standarderna kommer att påpekas i kursiv text.
Båda standarderna kräver att prover för testning tas slumpmässigt från en produktionsbatch i enlighet med IEC 60410.
Moduler måste tillverkas av specificerade material och komponenter och underkastas tillverkarens kvalitetssäkringsprocesser. Alla prover måste vara fullständiga i varje detalj och levereras med tillverkarens monterings- / installationsinstruktioner.
Figur 1 beskriver arten av testerna.
Den allmänna strategin för båda standarderna kan sammanfattas i:
Definiera "stora synfel.”
Definiera "godkänd / underkänd”Kriterier.
Doinledande testerpå alla prover.
Gruppera proveratt genomgåtestsekvenser.
Dopublicera test efter enstaka test, ochtestsekvenser(IEC 61215).
Gör efter test efter enstaka test, ochslutlig lättblötning efter testsekvenser(IEC 61646).
Leta efter “stora visuella defekter”Ochkontrollera "passera / misslyckas"kriterier.

Figur 1
Olika prover går igenom olika testsekvenser parallellt, såsom indikeras i figurerna 2 och 3.

Figur 2: Kvalificeringstestsekvens (IEC 61215)

Figur 3: Testsekvens (IEC 61646)
Fem ”större visuella defekter” definieras i IEC 61215, medan det finns sex i IEC 61646(Kursiv är skillnaderna i IEC 61646):
a) trasiga, spruckna eller rivna yttre ytor, inklusive superstrat, underlag, ramar och kopplingslådor;
b) böjda eller felinställda yttre ytor, inklusive superstrat, underlag, ramar och kopplingslådor i den utsträckning som installationen och / eller driften av modulen skulle försämras;
c) en spricka i en cell vars utbredning skulle kunna ta bort mer än 10% av den cellens yta från modulens elektriska krets;
c) tomrum i eller synlig korrosion av något av de tunna filmlagren i modulens aktiva kretsar, som sträcker sig över mer än 10% av vilken cell som helst; (IEC 61646)
d) bubblor eller delaminationer som bildar en kontinuerlig väg mellan vilken del av den elektriska kretsen som helst och modulens kant;
e) förlust av mekanisk integritet, i den mån installationen och / eller driften av modulen skulle försämras;
f) Modulmarkeringar (etikett) är inte längre bifogade eller informationen är oläslig. (IEC 61646)
Tillsammans med 6 operationella "pass / fail" -kriterier:
a) nedbrytningen av maximal uteffekt överskrider inte den föreskrivna gränsen efter varje test eller 8% efter varje testsekvens,
a) efter den slutliga ljusblötningen är den maximala uteffekten vid STC inte mindre än 90% av det minimivärde som anges av tillverkaren. (IEC 61646)
b) inget prov har visat någon öppen krets under testen;
c) det finns inga visuella bevis på större fel;
d) Kraven på isoleringstest uppfylls efter testen;
e) Kraven på test för strömning av våtläckage uppfylls i början och slutet av varje sekvens och efter det fuktiga värmetestet;
f) specifika krav i de enskilda testerna uppfylls.
Om två eller flera prover misslyckas med något av dessa testkriterier, anses designen misslyckas med kvalificeringen. Om ett prov misslyckas med något test, ska ytterligare två prover genomgå hela den relevanta testsekvensen från början. Om ett eller båda av dessa nya prover också misslyckas, anses designen misslyckas med kvalifikationskraven. Om båda prover klarar testsekvensen, anses konstruktionen uppfylla kvalifikationskraven.
Notera:Vissa misslyckanden, även om det är på ett enda prov, kan vara en indikator på allvarliga designproblem som kräver felanalys och en designgranskning för att undvika retur från fältet (tillförlitlighetsproblem). I sådana fall bör laboratoriet stoppa testsekvensen och bjuda tillverkaren att utföra en detaljerad felanalys, identifiera grundorsaken och införa nödvändiga korrigerande åtgärder innan de modifierade proverna lämnas in för testning.
Skillnaden i punkt a) mellan IEC 61215 och IEC 61646 beträffande Pmax-nedbrytning är värt att kommentera.
I IEC 61215 får Pmax-nedbrytning inte vara mer än 5% av den initiala Pmax som uppmättes i början av varje enskilt test och inte mer än 8% efter varje testsekvens.
I IEC 61646 finns det två avgörande element:
1. Definition av minsta Pmax (härledd från den markerade Pmax ± t (%) på märkningen, där t (%) indikerar produktionstoleransen).
2. Alla prover ska genomgå lätt blötläggning och måste visa en slutlig Pmax ≥ 0,9 x (Pmax - t (%)).
Med andra ord överger IEC 61646 kriteriet för nedbrytning av Pmax efter de enskilda testerna (-5%) och testsekvenserna (-8%) som användes i IEC 61215, och förlitar sig istället på att kontrollera Pmax-nedbrytning med hänvisning till effektbetyget efter alla tester har slutförts och proverna blötläggs.
En annan skillnad är att IEC 61215 kräver att alla prover ska "förkonditioneras" genom att utsätta dem (öppna) för totalt 5,5 kWh / m2.
Det finns inget krav i IEC 61646 i syfte att undvika de specifika effekterna som förkonditionering kan ha på olika tunnfilmsteknologier. Vissa tunnfilmsteknologier är mer känsliga för ljusinducerad nedbrytning, medan andra är mer känsliga för mörka värmeeffekter. Därför skulle de initiala efter-testen vara ett inhomogent tillvägagångssätt för att utvärdera förändringarna genom testsekvenserna. Istället kräver IEC 61646 slutlig ljusblötning på alla prover efter miljösekvenserna och för kontrollprovet och mätning av den slutliga Pmax för att bedöma om nedbrytning är acceptabel med hänvisning till det nominella minimivärdet för Pmax.
Här följer en kort beskrivning av testerna.(Skillnader i IEC 61646 påpekas kursiverade.)
Visuell inspektion: är vanligtvis en diagnostisk kontroll.
Syftet är att upptäcka någon av de "större visuella defekterna" som definierats ovan genom att kontrollera modulen i ett väl upplyst område (1000 lux).
Det upprepas flera gånger genom alla testsekvenserna och utförs mer än något annat test.
Maximal effekt (Pmax): är vanligtvis en prestandaparameter.
Det utförs också flera gånger före och efter de olika miljötesterna. Det kan utföras antingen med en solsimulator eller utomhus.
Även om standarden ger möjlighet att utföra testet för ett intervall av celltemperaturer (25 ° C till 50 ° C) och bestrålningsnivåer (700 W / m2 till 1 100 W / m2), är det vanligt för PV-laboratorier att utföra det vid de så kallade Standard Test Conditions (STC). Per definition motsvarar STC: 1000 W / m2, 25 ° C celltemperatur, med en referenssolspektral irradians, kallad Air Mass 1.5 (AM1.5), enligt definitionen i IEC 60904-3.
De flesta laboratorier använder tester inomhus med solsimulatorer med ett spektrum så nära AM1.5 som möjligt. Solsimulatorens egenskaper och avvikelser från standarden AM1.5 kan klassificeras enligt IEC 60904-9. Många leverantörer av solsimulatorer erbjuder system klassificerade med högsta möjliga betyg: AAA, där den första bokstaven indikerar spektralkvalitet, den andra bokstaven; bestrålningens enhetlighet på testområdet och den tredje bokstaven; bestrålningens temporära stabilitet. Klassificeringen av solsimulatorer finns i IEC 60904-9: 2007.
Notera:Självdeklarationer från leverantörer utgör inte nödvändigtvis bevis på att spårbarhet för mätningen till
Världs PV-skala.
En korrekt och spårbar Pmax-mätning till World PV Scale är av avgörande betydelse. Det är inte bara ett av kriterierna för godkännande / misslyckande, utan de uppmätta värdena kan också användas av slutanvändarna som en prestationsindikator för utvärdering av effektutbyte.
Båda standarderna ställer flera noggrannhetskrav för mätning av temperatur, spänning, ström och bestrålning.
Det är viktigt att notera att den nödvändiga repeterbarheten för effektmätningen i IEC 61215 är bara ± 1%.
Det nämns inget sådant krav i IEC 61646, förmodligen på grund av de välkända frågorna om "instabilitet" och "repeterbarhet" i de olika tunnfilmsteknologierna. Istället har IEC 61646 en allmän rekommendation:
"Alla ansträngningar bör göras för att säkerställa att toppeffektmätningar görs under liknande driftsförhållanden, det vill säga minimera korrigeringsstorleken genom att göra alla toppeffektmätningar på en viss modul vid ungefär samma temperatur och irradians."
En annan viktig faktor som bidrar till noggrannheten i Pmax-mätningen, särskilt för tunnfilm, är den spektrala missanpassningen mellan referenscellerna som används av laboratoriet och den specifika tekniken som testas.
Isoleringsmotstånd: är ett elsäkerhetstest.
Syftet är att bestämma om en modul har en tillräcklig elektrisk isolering mellan dess strömförande delar och ramen (eller omvärlden). En dielektrisk styrketestare används för att applicera en likspänningskälla på upp till 1000 V plus två gånger den maximala systemspänningen. Efter testet får det inte finnas någon nedbrytning eller någon ytspårning. För moduler med ett område större än 0,1 m2ska motståndet inte vara mindre än 40 MΩ för varje kvadratmeter.
Våtläckströmtest: är också ett elsäkerhetstest.
Syftet är att utvärdera modulens isolering mot fuktgenomträngning under våta driftsförhållanden (regn, dimma, dagg, smält snö), för att undvika korrosion, markfel och därmed risk för elektrisk stöt.
Modulen läggs ned i en grund tank till ett djup som täcker alla ytor utom kabelinföringar i kopplingsboxar som inte är konstruerade för nedsänkning (lägre än IPX7). En testspänning appliceras mellan de kortslutna utgångskontakterna och vattenbadslösningen upp till modulens maximala spänning i 2 minuter.
Isoleringsmotståndet ska vara minst 40 MΩ för varje kvadratmeter för moduler med en yta större än 0,1 m2.
Det är avgörande att veta att de anslutna anslutningarna ska vara nedsänkta i lösningen under testet och detta där en felaktig anslutningsdesign kan vara orsaken till ett viktigt FAIL-resultat.
Notera:Misslyckande med våtläckströmtest på grund av felaktiga anslutningar är inte en sällsynt händelse, och som sådan utgör det definitivt en verklig fara för operatörerna i fältet. Det finns ingen IEC-standard som adresserar PV-anslutningar, men det finns en harmoniserad europeisk standard (EN 50521). Certifierade anslutningar till EN 50521 har genomgått allvarliga tester, inklusive termiska cykler (200) och fuktig värme (1000 timmar), och den kan användas som kriterium för att välja leverantörer. Testet med modulen har dock det sista ordet. Att hålla koll på kontakterna som levereras med kopplingsboxarna är en känslig uppgift för tillverkare av PV-moduler. ”Enkel” byte av kontaktleverantörer med olika design kan utgöra en stor risk för våtläckströmtest.
Testet med våtläckage är rankat som ett av de mest återkommande fel under PV-kvalificering vid testlaboratorierna. När felet inte beror på ett anslutningsproblem (som nämnts ovan) kommer troligen felet att inträffa efter Damp Heat-testet och / eller Humility Freeze-testet för moduler som har problem med laminering och kantförseglingsprocesser under produktionen.
Temperaturkoefficienter: är en prestandaparameter.
Syftet är att bestämma temperaturkoefficienterna för kortslutningsströmmen Isc (α), öppen kretsspänning Voc (β)
och maximal effekt (Pmax) (δ) från modulmätningar. De på så sätt bestämda koefficienterna är endast giltiga vid den bestrålning vid vilken mätningarna gjordes (dvs. vid 1000 W / m2för de flesta laboratorier som använder solsimulatorn).
För moduler med känd linearitet över ett visst bestrålningsintervall enligt IEC 60891 kan de beräknade koefficienterna betraktas som giltiga över det bestrålningsområdet.
IEC 61646 är mer "försiktig" och gör ytterligare en anmärkning beträffande tunnfilmsmoduler, vars temperaturkoefficienter kan bero på bestrålningen och modulens termiska historik ... Men ur ett testperspektiv läggs temperaturkoefficientens testbox helt enkelt under första vänster testsekvens (fig. 3). Provets "bestrålning och termiska historia" består helt enkelt av den "resa" som det tog för att komma till laboratoriet, av de miljöförhållanden under vilka det lagrades, av de första testerna och slutligen av det exponerande testet utomhus (60 kWh) / m2).
Två metoder används för mätning med solsimulatorer:
1. under uppvärmning av modulen eller
2. kylning av modulen;
över ett intervall på 30 ° C (t.ex.25 ° C - 55 ° C, och vid varje intervall på 5 ° C tar solsimulatorn en IV-mätning (Isc, Voc, Pmax reflekteras inte, men mäts under IV-svepet) inklusive Isc, Voc och Pmax.
Värdena för Isc, Voc och Pmax plottas som temperaturfunktioner för varje uppsättning data. Koefficienterna a, β och δ beräknas utifrån lutningarna av de minst kvadratiska raka linjerna för de tre plottade funktionerna
Med tanke på en viss bestrålningsnivå bör det noteras att ß (för Voc) och δ (för Pmax) är de två mest känsliga för temperaturförändringar. De har båda "-" -tecknet, som anger att Voc och Pmax minskar med ökande temperatur, medan α (för Isc) har "+" -tecknet, även om mycket mindre värde än β och δ. Alla tre koefficienterna kan uttryckas som relativa procentsatser genom att dividera de beräknade a, p och 5 med värdena för Isc, Voc och Pmax vid 25 ° C (1000 W / m2).
Temperaturkoefficienter är prestandaparametrar som ofta används av slutanvändare för att simulera energiutbytena för modulerna i heta klimat. Man måste komma ihåg att de är giltiga vid 1000 W / m2bestrålningsnivå som används i labbet om inte modulens linearitet på olika bestrålningsnivåer har bevisats.
Nominal Operation Cell Temperature (NOCT): är en prestandaparameter.
NOCT definieras för en öppen rackmonterad modul i följande standardreferensmiljö:
lutningsvinkel: 45 ° från horisontellt
total bestrålning: 800 W / m2
omgivningstemperatur: 20 ° C
vindhastighet: 1 m / s
ingen elektrisk belastning: öppen krets
NOCT kan användas av systemdesignern som en guide till temperaturen vid vilken en modul kommer att arbeta i fältet och det är därför en användbar parameter när man jämför prestanda för olika moduldesign. Men
den verkliga driftstemperaturen är direkt beroende av monteringsstrukturen, bestrålning, vindhastighet, omgivningstemperatur, reflektioner och utsläpp från marken och närliggande föremål, etc.
Den så kallade "primära metoden" för att bestämma NOCT är en utomhusmätningsmetod som används av både IEC 61215 och IEC 61646 och är universellt tillämplig för alla PV-moduler. När det gäller moduler som inte är avsedda för montering i öppen rack, kan den primära metoden användas för att bestämma jämviktens medelvärde för solcellkorsning, med modulen monterad enligt rekommendation av tillverkaren.
Testuppsättningen kräver dataloggning och val för bestrålning (pyronameter), omgivningstemperatur (temperatursensorer), celltemperatur (termoelement monterade på baksidan av modulen motsvarande de två centrala cellerna), vindhastighet (hastighetssensor) och vindriktning (riktningssensor). Alla dessa kvantiteter ska vara inom vissa intervaller för att vara acceptabla för beräkningen av NOCT.
En minsta uppsättning av 10 acceptabla datapunkter tagna både före och efter "solmiddag" används för beräkningen av den slutliga NOCT.
Utomhus exponering: är ett bestrålningstest.
Syftet är en preliminär bedömning av modulens förmåga att motstå exponering för utomhusförhållanden. Men det innebär endast exponering för totalt 60 kWh / m2vilket är en ganska kort tid att bedöma om modulens livstid.
Å andra sidan kan detta test vara en användbar indikator på möjliga problem som kanske inte upptäcks av de andra laboratorietesterna.
IEC 61215 kräver nedbrytning av maximal effekt (Pmax) för att inte överstiga 5% av initialvärdet.
IEC 61646 kräver maximal effekt (Pmax) som inte ska vara lägre än märket "Pmax - t%."
Medan förkonditionerade c-Si-moduler enligt IEC 61215 (5,5 kWh / m2) visar inte kritik vid detta test, vissa tunnfilmsteknologier kan ha fler problem. Anledningen kan förklaras med det faktum att i IEC 61646 måste den uppmätta Pmax efter exponering av 60 kWh / m2 vara högre än märket “Pmax - t% av tillverkaren. Det här provet är under den första testsekvensen, där den enda "historiken" är de initiala testerna och utomhuseksponeringen för totalt 60 kWh / m2 under olika klimatförhållanden under 24 timmar beroende på laboratoriets placering. En gedigen kunskap om tekniken som testas av tillverkaren när det gäller ljusinducerad nedbrytning, känslighet för värme, fukt etc. är avgörande för att korrekt bestämma den klassificerade Pmax och klara testet.
Hot-spot uthållighet: är ett termiskt / diagnostiskt test.
Syftet är att bestämma modulens förmåga att motstå lokal uppvärmning orsakad av spruckna, felaktiga par, celler, sammankopplingsfel, delvis skuggning eller smuts.
Uppvärmning av heta punkter uppstår när modulens driftsström överskrider den reducerade kortslutningsströmmen hos en eller flera felaktiga (eller skuggade) celler. Detta kommer att tvinga cellen / cellerna i ett omvänt förspänningstillstånd när det blir en belastning som avleder värme. Allvarliga hot spot-fenomen kan vara lika dramatiska som raka brännskador i alla lager, sprickbildning eller till och med brott i glaset. Det är viktigt att notera att även under mindre allvarliga hot-spot-förhållanden, med ingången av förbikopplingsdioden, utesluts en del (även känd som en sträng) av modulen, vilket orsakar ett förnuftigt fall i modulens effektuttag.
Tillvägagångssättet för att simulera realistiska hot-spot-villkor i den relevanta klausulen 10.9 i IEC 61215 diskuteras ständigt.
Det är väl accepterat av de viktigaste testlaboratorierna att den aktuella versionen av hot-spot-metoden inte representerar, och inte heller kan den representera en verklig hot-spot-situation. En förbättrad hot-spot-metod har utformats inom TC82 i IEC och förväntas bli normativ med 3rdutgåva av IEC 61215 2010. Vissa testlaboratorier har beslutat att redan använda den förbättrade metoden.
Ytterligare insikt och detaljer kommer att ges i en framtida artikel.
Även om statistik för felhastighet i olika laboratorier kan skilja sig, verkar hot-spot fortfarande vara bland de 5 mest frekventa felen för både c-Si- och tunnfilmmoduler.
Bypassdiod: är ett termiskt test.
Bypassdiod är en mycket viktig aspekt av moduldesign. Det är en kritisk komponent som bestämmer modulens termiska beteende under hot-spot-förhållanden och därför också direkt påverkar tillförlitligheten i fältet.
Testmetoden kräver anslutning av ett termoelement till dioden / kroppen, värma modulen till 75 ° C ± 5 ° C och applicera en ström som är lika med kortslutningsströmmen Isc mätt vid STC under 1 timme.
Temperaturen för varje bypassdiodkropp mäts (Tcase) och övergångstemperaturen (Tj) beräknas
med hjälp av en formel med hjälp av specifikationerna som tillhandahålls av diodens tillverkare (RTHjc=konstant tillhandahållen av diodtillverkaren avseende Tj till Tcase, vanligtvis en konstruktionsparameter, och UD=diodspänning, ID=diodström).
Sedan ökas strömmen till 1,25 gånger kortslutningsströmmen för modulen Isc mätt vid STC under ytterligare en timme medan modulens temperatur hålls på samma temperatur.
Dioden ska fortfarande vara i drift.
Fel i bypass-diodtester förekommer fortfarande med en viss frekvens orsakad av antingen överskridande av diodtillverkaren eller felaktig elektrisk konfiguration med avseende på modulens Isc av modultillverkaren.
I de flesta fall levereras förbikopplingsdioderna som integrerade komponenter i kopplingsboxen i hela underenheten (kopplingsbox + kabel + kontakt). Därför är det av avgörande betydelse att se till att denna lilla komponent noggrant kontrolleras under inkommande varukontroller av modultillverkaren.
UV-förkonditionering: är ett bestrålningstest.
Syftet är att identifiera material som är mottagliga för ultraviolett nedbrytning (UV) innan de termiska cykel- och fuktprovningarna utförs.
IEC 61215 kräver att modulen underkastas en total UV-bestrålning på 15 kWh / m2i (UVA + UVB) -regioner
(280 nm - 400 nm), med minst 5 kWh / m2dvs 33% i UVB-regionen (280 nm - 320 nm), medan modulen hålls vid 60 ° C ± 5 ° C.
(IEC 61646 kräver en UVB-del av 3% till 10% av den totala UV-bestrålningen). Detta krav har nu harmoniserats även för IEC 61215 av ett CTL-beslutsblad. 733 inom IECEE CB Scheme.
En kritisk aspekt av installationen av UV-kamrarna är att ha kalibrerade UVA- och UVB-sensorer som garanterar spårbarhet också vid driftstemperaturer på 60 ° C ± 5 ° C medan de fortfarande fungerar korrekt under de långa exponeringstiderna i de heta UV-kamrarna.
Den mycket låga felfrekvensen för UV-exponeringstest i PV-laboratorier kan förklaras med den relativt låga mängden UV-bestrålning jämfört med verkliga exponeringar under modulens livstid.
Termisk cykling TC200 (200 cykler): är ett miljötest.
Detta test har som syfte att simulera värmespänningar på material till följd av förändringar av extrema temperaturer. Oftast utmanas lodda anslutningar inuti laminatet på grund av de olika värmeutvidgningskoefficienterna för de olika inkapslade materialen. Detta kan leda till fel vid större fel, för Pmax-nedbrytning, avbrott i elektriska kretsar eller isoleringstest.
IEC 61215 kräver injektion av en ström inom ± 2% av strömmen uppmätt vid toppeffekt (Imp) när modulens temperatur är över 25 ° C.
Det finns ingen ströminjektion för IEC 61646, men kontinuiteten i den elektriska kretsen måste övervakas (en liten resistiv belastning skulle räcka).
Modulen underkastas cykeltemperaturgränserna –40 ° C ± 2 ° C och +85 ° C ± 2 ° C med profilen i figur 4.
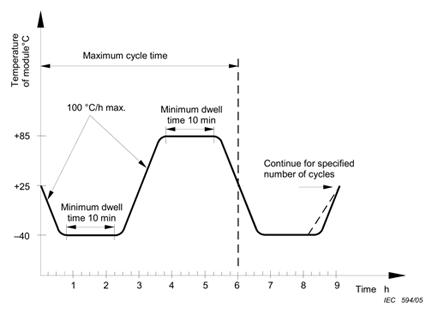
Felfrekvensen för TC200 kan vara så hög som 30-40%. Om i kombination med Damp Heat, i båda laboratorierna, kan båda stå för mer än 70% av de totala fel för c-Si-moduler.
TC200-felfrekvensen är lägre för tunnfilm, men ändå värt tillverkarnas uppmärksamhet.
Luftfuktighet: är ett miljötest.
Syftet är att bestämma modulens förmåga att motstå effekterna av höga temperaturer i kombination med fuktighet följt av extremt låga temperaturer.
Modulen utsätts för 10 kompletta cykler enligt den harmoniserade profilen i figur 5 (IEC 61646).

Relativ fuktighetskrav RH=85% ± 5% gäller endast vid 85 ° C.
Efter detta test tillåts modulen att vila mellan 2 och 4 timmar innan den visuella inspektionen, maximal uteffekt och isoleringsmotstånd mäts.
Felfrekvensen för detta test förblir i intervallet 10-20%.
Avslutningens robusthet: är ett mekaniskt test.
För att bestämma robustheten för modulens avslutningar, som kan vara ledningar, flygledningar, skruvar, eller som för de flesta fall, PV-anslutningar (typ C). Avslutningarna genomgår ett stresstest som simulerar normal montering och hantering genom olika cykler och nivåer av draghållfasthet och böjnings- och vridmomentprov enligt vad som anges i en annan standard, IEC 60068-2-21.
Fuktvärme DH1000 (1000 timmar): är ett miljötest.
Syftet är att bestämma modulens förmåga att motstå långsiktig exponering för luftfuktighet genom att applicera 85 ° C ± 2 ° C med en relativ fuktighet på 85% ± 5% under 1000 timmar.
DH1000 är den mest "onda" och på topplistan över felfrekvenser i vissa laboratorier som står för upp till 40-50% av de totala misslyckanden för c-Si-moduler. Liknande felhastigheter kan observeras för DH1000 också med tunnfilm.
Allvarlighetsgraden av detta test utmanar särskilt lamineringsprocessen och kantförseglingen från fuktighet. Viktiga delaminationer och korrosion av celldelar kan observeras till följd av luftfuktighet. Även om inga större defekter upptäcks efter DH1000, har modulen stressats till att den blir "ömtålig" för det efterföljande mekaniska belastningstestet.
Mekanisk belastningstest
Detta lastningstest är att undersöka modulens förmåga att motstå vind, snö, statisk eller isbelastning.
Mekanisk belastning kommer efter Damp Heat och görs därför på ett prov som har genomgått en allvarlig miljöbelastning.
Den mest kritiska aspekten av detta test är relaterat till montering av modulen enligt tillverkarens monteringsinstruktioner, dvs att använda de avsedda fixeringspunkterna för modulen på monteringsstrukturen med det avsedda mellanavståndet mellan dessa punkter, och använda lämpliga monteringstillbehör , om något (mutter, bultar, klämmor osv.).
Vissa fall av stora och ramlösa tunnfilmsmoduler är av avgörande betydelse med avseende på ovanstående förhållanden.
Om man inte tar hand om korrekt montering kvarstår man med frågan om felet orsakades på grund av strukturella problem eller på grund av en olämplig monteringsteknik.
En annan aspekt som ska beaktas är likformigheten hos den applicerade belastningen över modulens yta. Standarderna kräver att lasten appliceras ”på ett gradvis, enhetligt sätt” utan att ange hur enhetligheten ska kontrolleras.
2 400 Pa appliceras (vilket motsvarar ett vindtryck på 130 km / timme) i 1 timme på varje sida av modulen.
Om modulen ska vara kvalificerad för att tåla tunga ansamlingar av snö och is, ökas belastningen som anbringas på framsidan av modulen under den sista cykeln av detta test från 2.400 Pa till 5.400 Pa.
I slutet får det inte finnas några större synfel, inga intermittenta öppna kretsar upptäcks under testet. Även Pmax (endast för IEC 61215) och isoleringsmotstånd kontrolleras efter detta test.
Hail impact: är ett mekaniskt test.
För att verifiera att modulen är i stånd att motstå påverkan från hagelstenar som har en temperatur på ~ -4 ° C. Testutrustningen är en unik utskjutare som kan driva olika vikter av isbollar med de angivna hastigheterna för att träffa modulen på 11 specificerade slagplatser + / - 10 mm avståndsvariation. (Bord 1)

Tiden mellan avlägsnandet av isbollen från kylförvaringsbehållaren och påverkan på modulen får inte överstiga 60 s.
Det är ganska vanligt att använda 25 mm / 7,53 g isbollar.
Återigen, efter testet bör man kontrollera om det finns några större fel som orsakats av haglarna och även Pmax (endast för IEC 61215) och isoleringsmotstånd.
Laboratoriestatistik visar mycket låga felfrekvenser för detta test.
Lätt blötläggning: bestrålning(gäller endast tunnfilm IEC 61646)
Detta är en kritisk passage för den slutgiltiga godkännande / misslyckande domen för tunnfilmsmoduler. Syftet är att stabilisera de elektriska egenskaperna hos tunnfilmmoduler med långvarig exponering för bestrålning efter att alla tester har genomförts innan Pmax kontrolleras mot det minsta värde som anges av tillverkaren.
Testet kan utföras i naturligt solljus eller under solcellssimulator med stabil tillstånd.
Modulerna, under ett resistivt belastningsförhållande, placeras under en bestrålning mellan 600 - 1000 W / m2 inom ett temperaturområde av 50 ° C ± 10 ° C tills stabilisering sker, vilket är när mätningarna av Pmax från två på varandra följande exponeringsperioder av minst 43 kWh / m2var och en uppfyllde villkoret (Pmax - Pmin) / P (medelvärde)<>
Slutligen, en anteckning angående IECEE Retest Guideline. Intressant nog är det inte väl definierat vad som kan betraktas som "förändring i cellteknologi" för tunnfilm, vilket därmed lämnar ett stort grått område med olika tolkningar och tillvägagångssätt i fall där man kan säga en "teknik- och effektivitetsförbättring," "stabilisering förbättring, "eller" ökning av kraftuttaget. " Är dessa fall av "förändring i cellteknologi" och i så fall, i vilken utsträckning och vilka tester måste upprepas? Som det läses idag lämnar Retest Guideline en väg till att utvidga tidigare certifieringar som går upp i kraft (GG gt; 10%) genom att bara upprepa hot-spot-testet.
Not 2 i Retest Guideline citerar "... Slutlig ljusblötning 10.19 test är obligatoriskt för alla testprover," men i praktiken ignoreras det ofta av testlaboratorierna med resultatet att utöka förnuftigt ökad effekt utan att testa huvudaspekten av tunn -filmteknologi: kraftstabilisering.
Sammanfattningsvis bestämdes de tester som beskrivs i den här artikeln av IEC som minimikraven för prestandatestning men som angav i början måste man också följa säkerhetskonstruktionen och testkraven i
IEC 61730-1 och IEC 61730-2. Eftersom tillverkare strävar efter att vara mer konkurrenskraftiga på marknaden, arbetar de flesta med ett certifieringsorgan för att bevisa att deras modul har genomgått ett opartiskt, opartiskt testprogram. Om några förändringar inträffar under omdesign eller deras produktionsprocesser använder certifieringsorgan det "harmoniserade" IECEE CB Scheme-testet för att testa vilka tester som ska upprepas innan de utvidgar tidigare certifieringar. När det gäller tillförlitlighet går vissa så långt att genomföra en utvidgning av kombinerade inomhus- och utomhussäkerhetstestprogram mer än ett år.
Regan Arndt är den nordamerikanska chefen och tekniska certifieraren för TÜV SÜDs Photovoltaic Team beläget i Fremont, Kalifornien. Han tog examen från elektronikteknik vid Södra Alberta tekniska institut (SAIT) i Calgary, Alberta, Kanada och har över 15 års erfarenhet av testning och certifiering inom områdena fotovoltaik, informationsteknologisk utrustning, telekommunikation och elektrisk utrustning för mätning, kontroll och användning av laboratorier. Regan fick formell utbildning för fotovoltaisk design och testning vid Peking Chinese Academy of Sciences Renewable Energy Department. Han kan nås på rarndt @ tuvam.com.
Dr. Ing. Robert Puto är Global Director för Photovoltacs vid TUV SUD. Han har en doktorsexamen i elektronisk teknik från Politecnico di Torino (Polytechnic University of Turin), Italien och en masterexamen i International Business Management från CEIBS - Shanghai, Kina. Han har 15 års erfarenhet av att testa och certifiera olika elektriska produkter inklusive fotovoltaik. Han agerar också som PV Senior Product Specialist inom TÜV SÜD-gruppen, har teknisk certifieringsstatus för PV och är auktoriserad revisor för ISO IEC 17025 laboratoriebedömningar.